欢迎您来到徐州鹏程电气有限公司官方网站
- 新厂区网站
-
扫一扫关注微信号

扫一扫关注微信号

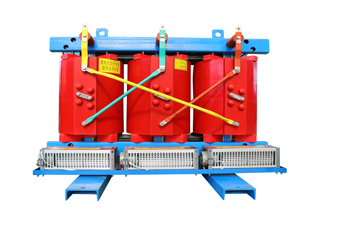
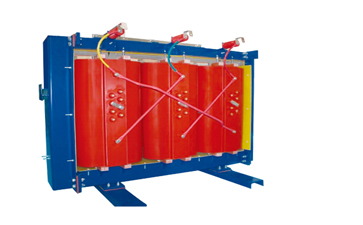
主要从事干式变压器,油浸式变压器及其配套产品生产、制造、研发、销售一体的变压器厂家
全国统一服务热线:133-3897-9615
干式变压器各工序要求
一、高压绕线工艺要求

1、严格按照图纸施工,按工艺要求绕制。
2、根据加工单确认模具、线材、绝缘材料准确无误。计算段数、匝数,必须两人同时确认。
3、绕制前用脱模剂擦拭模具,底层两端铺垫玻璃纤带.
4、绕制前,计数器清零,段间距离必须按图划线,保证准确无误。
5、绕制中,发现线材绝缘层破损、脱落,必须用聚酰亚胺膜加包完好。
6、绕制时,通过调节刹车装置保持导线在绕线过程中的适合拉力。
7、接线时,焊接点必须饱满光滑无毛刺,必须用聚酰亚胺膜加包完好。
8、高压线包每层两端必须用网格胶带固定边线,不少于四个点,段间用网格布塞紧。
9、高压线包出头位置准确,出头底部必须用两层绝缘(DMD)加垫,用玻璃纤带缠绕紧固。
10、带气道的高压包,气道条必须擦拭脱模剂。
11、绕制完成后,分接匝处用?mm的网格布加强绝缘,同时测量线包的段间、外径尺寸。
12、根据加工单准确填写工艺流程卡,保持线包十净、整洁。
二、低压箔绕

1、严格按照图纸施工,按工艺要求绕制。
2、根据加工单确认模具、材料、绝缘材料准确无误。
3、绕制前,计数器必须清零。排头中心孔到箔的距离准确。
4、排和箔焊接要求饱满、均匀、光滑、无毛刺,排折弯处用聚酰亚胺膜加包绝缘。
5、绕制前,模具、箔、预浸DMD要校准在同一水平线上。
6、绕制时,注意检查材料是否完好,做好层与层的绝缘并保持高度一致。
7、工字条支撑到位,保证气道通畅无变形。
8、绕制时,端绝缘尺寸不小于图纸尺寸,要求底端绝缘接缝紧密、平整,无漏箔、错位、脱落现象。
9、一排、二排与低压包保持垂直,两排之间保持平行。
10、根据加工单准确填写工艺流程卡,保持线包干净、整洁。
三、合模
1、严格按照图纸施工,按工艺要求合模。
2、按图纸规定选择正确的铜头、外模、面板,尤其要确认铜头的接触面大小,检查完好并擦拭干净。防止铜渣掉入线包。
3、焊接铜头,要求焊接饱满、牢固、无毛刺,禁止焊
4、包线头时要用聚酰亚胺膜包裹10层做好绝缘,出线与相邻导线要有间隙并用DMD隔开。
5、电阻测试仪试验电阻是否平衡,档位是否正确,脱落。跟据面板固定档位的位置。折线时,用力均匀防止边线
6、逐一检查所有螺丝是否紧固,防止漏紧。玻璃胶要涂抹均匀,防止漏料。
7、根据加工单准确填写工艺流程卡,保持合模干净、整洁。
四、高压浇注
严格按照图纸施工,按工艺要求浇注。
2. 合模半成品和树脂进入烘箱,温度调至90°持续烘制4小时。
3.合模半成品进入浇注罐抽至100pa真空。树脂按比例抽入混料灌充分搅拌均匀,混料灌的真空度保持在 150pa.
4.浇注线包均速放入适量的混合料,避免形成气泡,保持真空30min.
5.浇注半成品进入烘箱,补料高度要准确,按工艺要求烘制线包。
6. 脱模时,确保高压端子无损伤、不开裂。要求线包端面平整,铜头端面、丝纹光滑无异物。
7. 检查线包内壁情况,有问题及时修复。
五、低压浇注
根据加工单准确填写工艺流程卡,保持线包干净、整洁。
1.严格按照图纸施工,按工艺要求浇注。
2.线包缝隙处填实玻璃胶,浸泡绝缘漆后和常温树脂一同放入烘箱,温度保持90°,持续烘制4小时。
3.将烘制后的常温树脂均匀搅拌,进行浇注,要求端面饱满光滑。
4.固化后,整理外观,清理线包残留树脂及底端漆瘤。
5.根据加工单准确填写工艺流程卡,保持线包干净、整洁。
六、套包
1、严格按照图纸施工,按工艺要求组装。
2、按照加工单领取相应的材料,检查材料是否完好。
3、芯柱用DMD缠绕至低压包顶端下方1cm处,要求缠绕紧密扎实。
4、套包时,线包要轻拿轻放,要求垫块必须摆放整齐,平整,高低压包与垫块充分接触压实,按图纸要求放入合适的PET.
5、插铁时要求工整到位,出角整齐,无漏片、无错位。
6、线包到上下窗口的距离保持一致,做好各项绝缘距离,高压连接杆绝缘距离 120mm(±5).
7、要求高压连接杆端面平整光滑无毛刺,安装时,应确保与铜头端面充分接触,紧固螺栓必须加装弹簧垫。
8、安装零排、跨排,紧固螺栓要求平垫、弹簧垫,紧固后螺栓外漏三个丝纹。
9、所有螺丝必须紧固无松动,夹件紧固件,要求必须用双螺母。
10、必须将加工单号、型号标示清楚。
七、发货
1、按照发货要求,安装备货。
2、发货前必须将变压器及外壳清理干净,检查绝缘护套、硅胶钉是否配备齐全。
3、安装外壳,按规定放好减震垫,器身和外壳的各项绝缘距离
要符合标准,器身和外壳底座要紧固。
4、严格按标准把风机、温控、电磁锁、带电显示器安装调试合格。
5、所有接线必须按规定安装,要求整齐、美观,线路标示清晰。
6、铭牌及试验报告要求核对清楚,安装正确。
|
上一条:安多徐州鹏程变压器积极抗击新冠疫情!助力北京潞河医院分院建设 下一条:安多油浸式变压器的常见故障诊断方法 |
微信二维码